簡介:ABB機器人在弧焊領(lǐng)域的市場認可度,源于其穩(wěn)定的電弧控制能力和精準(zhǔn)的運動軌跡把控,廣泛應(yīng)用于汽車車身焊接、不銹鋼管道焊接、工程機械結(jié)構(gòu)件焊接等核心場景。保護氣作為弧焊工藝的核心輔助材料,直接影響焊縫成型質(zhì)量。……
ABB機器人在弧焊領(lǐng)域的市場認可度,源于其穩(wěn)定的電弧控制能力和精準(zhǔn)的運動軌跡把控,廣泛應(yīng)用于汽車車身焊接、不銹鋼管道焊接、工程機械結(jié)構(gòu)件焊接等核心場景。保護氣作為弧焊工藝的核心輔助材料,直接影響焊縫成型質(zhì)量。當(dāng)前多數(shù)生產(chǎn)現(xiàn)場采用固定流量供氣模式,而ABB機器人弧焊時會根據(jù)工件厚度、焊縫坡口形式靈活調(diào)整焊接電流、電弧電壓等關(guān)鍵參數(shù),而固定流量與動態(tài)工況的不匹配。WGFACS省氣設(shè)備的出現(xiàn),通過與ABB機器人的深度協(xié)同實現(xiàn)動態(tài)控氣,可節(jié)氣40%-60%,為解決這一痛點提供了有效方案。
WGFACS省氣設(shè)備與ABB機器人的適配性,是其發(fā)揮降耗作用的基礎(chǔ)。很多生產(chǎn)企業(yè)擔(dān)心引入新設(shè)備會影響原有生產(chǎn)節(jié)奏,實際上該設(shè)備采用ABB機器人專用通訊協(xié)議,通過專用線纜對接控制系統(tǒng),無需修改機器人原有弧焊程序,也不會干擾機器人正常作業(yè)時序。對接完成后,設(shè)備可實時采集機器人焊接電流變化、焊槍啟停信號、焊接速度等核心數(shù)據(jù),這種無侵入式的連接方式,讓現(xiàn)場技術(shù)人員無需重新編程就能快速完成部署,大幅降低了設(shè)備引入的門檻。
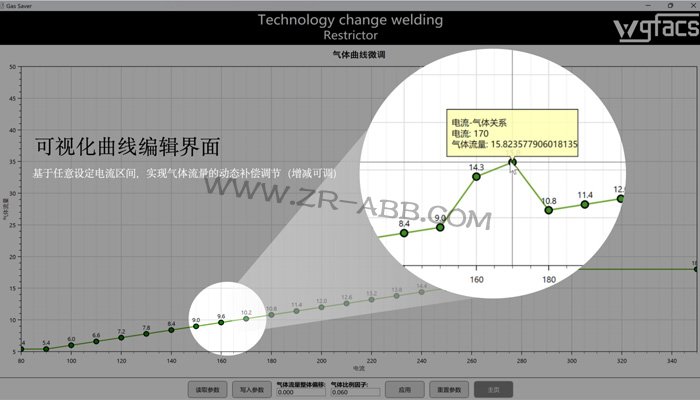
動態(tài)流量調(diào)節(jié)是WGFACS省氣設(shè)備的核心優(yōu)勢,其調(diào)節(jié)邏輯完全適配ABB機器人的弧焊特性。設(shè)備內(nèi)置的智能算法會根據(jù)采集到的電流變化率,判斷熔池的實時狀態(tài):當(dāng)ABB機器人焊接厚板需要增大電流時,算法捕捉到電流上升趨勢后,會立即驅(qū)動閥芯增大開度,提升保護氣流量,確保熔池及熱影響區(qū)得到充分保護;當(dāng)焊接薄板減小電流時,閥芯同步縮小開度,將流量降至匹配水平,避免多余消耗。這種與工況實時聯(lián)動的調(diào)節(jié)方式,改變了傳統(tǒng)固定流量“一刀切”的弊端,讓保護氣供給始終貼合實際需求。
傳統(tǒng)模式下為確保保護效果,起弧前會提前較長時間送氣,收弧后延遲一段時間斷氣,而WGFACS省氣設(shè)備會根據(jù)ABB機器人反饋的焊槍與工件距離數(shù)據(jù),自動計算最短預(yù)送氣時間。例如焊槍與工件距離較近時,預(yù)送氣極短時間即可排出噴嘴內(nèi)空氣,較傳統(tǒng)模式節(jié)省大量氣體;收弧時設(shè)備跟蹤機器人電流衰減曲線,判斷熔池凝固進度,待焊縫表面溫度降至氧化臨界值以下后立即斷氣,避免無效供氣。
不同行業(yè)的應(yīng)用場景中,WGFACS省氣設(shè)備的降耗效果得到了充分驗證。在汽車車身焊接車間,多臺ABB機器人負責(zé)焊接不同厚度的車身部件,從較薄的頂蓋薄板到較厚的車架厚板,焊接參數(shù)波動范圍極大。接入WGFACS省氣設(shè)備后,技術(shù)人員針對不同部件的焊接工藝,通過設(shè)備觸控面板設(shè)定對應(yīng)的流量調(diào)節(jié)閾值。運行一段時間后數(shù)據(jù)統(tǒng)計顯示,車間保護氣總消耗量明顯降低,焊縫質(zhì)量未受影響。
文章來源,
工業(yè)機器人維修官網(wǎng):www.gld-logistics.com


 首頁 > 銷售中心 > 節(jié)氣裝置 >
首頁 > 銷售中心 > 節(jié)氣裝置 >